



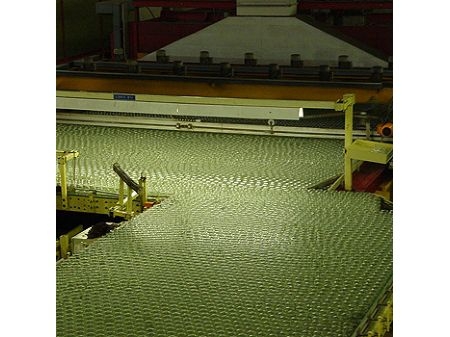






Описание исполнения
Конвейер изготавливается из широко свитой проволоки спирали плоского профиля. С чередованием влево и вправо скрученные спирали взаимно связаны волнистой поперечной проволокой. Концы этой поперечной проволоки заканчиваются сваркой или петлей. Стандартный способ окончания конвейера - сваркой, по желанию для выбранных типов - петлёй или загибанием. Волнистая поперечная проволока позволяет сохранить первоначальную структуру конвейера после натяжения, так как предотвращает смещение проволок спирали.
Свойства
-
прямой ход конвейера
- гладкая поверхность ленты, которая позволяет транспортировать изделия с малой контактной поверхностью
- большая свободная площадь конвейера позволяет стирать или сушить изделия на конвейере
- большой срок службы этих конвейеров
- относительно низкая цена по сравнению с остальными типами конвейеров
-
не самое лучшее решение для транспортировки изделий, которые оставляют следы на конвейере, которые потом засоряют конвейер и ухудшают его функциональность
Применение
В качестве охлаждающего конвейера в стекольных и керамических производствах, транспортировочного конвейера в кондитерской и шоколадной промышленности, охлаждающего конвейера в химической промышленности, сушильного конвейера деревообрабатывающей промышленности и т.п.
Наиболее часто применяется в процессах:
- охлаждение
- сушка
- непрерывная транспортировка
-
декоративные цели
Технические данные
-
Шаг поперечной проволоки: 4,30 - 50,80 мм
-
Шаг проволоки спирали: 4.00 - 33,00 мм
- Диаметр поперечной проволоки: 1,20 - 8,00 мм
-
Размер проволок спирали: 1,20 x 0,70 - 4,00 x 2,00 мм
-
Стандартные материалы: полированная сталь, нержавеющая сталь для высоких температур
- Рабочая температура: до 750 °C
-
Окончание краев: сварным швом (G), петлёй (S)
